Инъекциялық қалыптың құрылысы - Injection mold construction
Бұл мақалада а қолданылған әдебиеттер тізімі, байланысты оқу немесе сыртқы сілтемелер, бірақ оның көздері түсініксіз болып қалады, өйткені ол жетіспейді кірістірілген дәйексөздер. (Қаңтар 2016) (Бұл шаблон хабарламасын қалай және қашан жою керектігін біліп алыңыз) |
Инъекциялық қалыптың құрылысы орындау үшін қолданылатын қалыптарды құру процесі инжекциялық қалыптау пайдалану арқылы операциялар инжекциялық қалыптау машинасы. Бұлар көбінесе өзек пен қуысты қолданатын пластикалық бөлшектерді шығару үшін қолданылады.
Қалыптар дайындалатын компоненттің түріне байланысты екі тәрелкелі немесе үш тәрелкелі қалыптар түрінде жасалған. Екі тәрелкенің формасы жарықта бір күнді қажет етеді, ал үш тәрелкенің формасы екі күнді қажет етеді. Қалыптың құрылымы бөлгіш сызықты таңдауды, жүгіргіш пен қақпаны таңдауды және компоненттерді шығару жүйесін таңдауды анықтайтын компоненттің формасына байланысты. Қалыптың негіз өлшемі компоненттердің өлшеміне және бір қалыпқа жоспарланатын қуыстар санына байланысты болады.
Дизайн мәселелері
- Жоба: Аяқталған компонентті оңай шығару үшін өзекте де, қуыста да қажет
- Шөгілу мөлшері: материалдың өзегі мен қуысының өлшемінің жиырылу қасиетіне байланысты
- Салқындату тізбегі: Циклдың уақытын қысқарту үшін су өзек пен қуыс тақталарында бұрғыланған саңылаулар арқылы айналады.
- Шығару саңылауы: Эжекторлық тақтаның беткі жағы мен өзектің артқы тақтайшасының беті арасындағы саңылау өзектің өлшемін ұстап тұруы керек. Ол компонентті қалыптан толығымен алып тастауға мүмкіндік беруі керек.
- Желдеткіш саңылаулар: өзек пен қуыс арасында орналасқан газдарды жояды (әдетте 0,02 мм-ден аз), себебі шамадан тыс саңылаулар жарқыл ақауларына әкелуі мүмкін.
- Қалыпты жылтырату: Өзек, қуыс, жүгіргіш пен шприцтің беткі қабаты жақсы болуы керек және материал ағымы бағытында жылтыратылуы керек.
- Пішінді толтыру: қақпаны компонент қалың бөліктен жіңішке бөлікке толтырылатындай етіп орналастыру керек.


Элементтер
- Тіркеу сақинасы - инжекциялық қалыптау машинасының бұрандаларын инжекциялық қалыппен туралайды. Әдетте корпуспен қатайтылған, орташа көміртекті болат материал (CHMCS).
- Sprue втулкасы - бұтаның конустық саңылауы 3 ° -тан 5 ° -қа дейін және әдетте CHMCS-тен жасалады. Материал формаға бұта арқылы түседі.
- Үстіңгі тақтайша - қалыптың жоғарғы жартысын қалыптау машинасының қозғалатын жартысына бекіту үшін қолданылады және әдетте жұмсақ болат.
- Қуыс тақтасы - пластик материалмен толтырылатын және пластмасса компонентін құрайтын қуыс жасау үшін пайдаланылатын тақта (саңылау арқылы). Әдетте жұмсақ болаттан жасалған.
- Өзек тәрелке - өзек табақша қуысқа еніп, пластикалық компонентте қуыс бөліктер жасайды. Бұл өзек тақтайшасы әдетте өзек өңдеуден кейін беріктендірілмеген P20 болаттан жасалған.
- Спрю тартқышының втулкасы - серіппелі тартқыштың втулкасы серіппелі тартқыш штифтін орналастыру үшін қолданылады; әдетте CHMCS-тен жасалады.
- Шұңқыр тартқыш штыры - шприцтің тартқыш штыры шприцті бұтадан шығарады. Ол әдетте CHMCS-тен жасалады
- Артқы табақша - ол ішкі кірістіруді орнында ұстап, «қатайтқыш» рөлін атқарады. Әдетте ол жұмсақ болаттан жасалған.
- Бағыттаушы тірек пен бағыттаушы втулка - бағыттаушы тірек пен бағыттаушы втулка әр циклде қалыптың бекітілген және қозғалатын жартыларын туралайды. Материалдық корпустар әдетте орташа көміртекті болаттан жасалады және олардың қаттылығы жоғары болады.
- Эжектордың бағыттаушы тірегі мен бағыттаушы втулкасы - бұл компоненттер эжектор түйіндерінің зақымдалмауы үшін эжекторлық қондырғының туралануын қамтамасыз етеді. Олар әдетте CHMCS-тен жасалады. Бағыттауыш тіреуіштің бағыттаушы втулкаға қарағанда қаттылығы жоғары.
- Эжекторлық тақта - бұл эжекторлық түйреуіштерді ұстайды және әдетте жұмсақ болаттан жасалады.
- Эжектордың артқы тақтасы - бұл эжектор түйреуіштерінің ажырауына жол бермейді; әдетте жұмсақ болаттан жасалған материалдан.
- Пятки блоктары - дайын компонент ядродан шығарылатындай етіп, эжекторлық қондырғы үшін саңылауды қамтамасыз етеді. Әдетте жұмсақ болаттан жасалған.
- Төменгі тақтайша - қалыптың төменгі жартысын қалыптау машинасының бекітілген жартысымен қысады; әдетте жұмсақ болаттан жасалған.
- Орталық центр - төменгі табақ пен өзектің артқы тақтайшасы арасындағы туралануды қамтамасыз етеді; әдетте CHMCS-тен жасалады.
- Демалыс түймесі - лақтыруды құрастыруды қолдайды және лақтырғыш жиынтығы мен төменгі тақта арасындағы байланыс аймағын азайтады. Бұл инъекциялық қалыптау машинасын тазарту кезінде өте пайдалы, бұл «белгісіз» дайын компонентті қамтамасыз етеді. Төменгі тақтаға жабысып қалған бөтен бөлшектер эжекция түйреуіштерінің өзегінен шығып кетуіне әкелуі мүмкін және компонентте эжекция штыры белгілері пайда болуы мүмкін.
Өзек пен қуыс әдетте P20, En 30B, S7, H13 немесе 420SS маркалы болаттан жасалады. Өзек - қалыптаудың ішкі формасын құрайтын еркек бөлігі. The қуыс сыртқы пішінін қалыптастыратын әйел бөлігі.
Қақпа түрлері
Екі негізгі қақпа жүйесі - қолмен кесілген қақпалар және автоматты түрде кесілген қақпалар. Келесі мысалдар олардың қай жерде қолданылатындығын көрсетеді:
- Spru қақпасы: үлкен компоненттер үшін қолданылады, қақпа белгісі компонентте көрінеді және жүгіргіш қажет емес. мысалы: шелекті қалыптау (артқы жағынан цилиндрлік қақпаның белгісі көрінеді және сезіледі).
- Жиек қақпасы: төртбұрышты, тікбұрышты компоненттер үшін ең қолайлы
- Сақина қақпасы: дәнекерлеу сызығының ақауларын жою үшін цилиндрлік компоненттер үшін ең қолайлы
- Диафрагма қақпасы: қуыс, цилиндрлік компоненттер үшін ең қолайлы
- Tab қақпасы: қатты, қалың компоненттер үшін ең қолайлы
- Сүңгуір қайық қақпасы: цикл уақытын қысқарту үшін автоматты жолмен шығу қажет болғанда қолданылады
- Кері конустық шприц қақпасы (түйреуіш қақпасы): Әдетте үш пішінді қалыпта қолданылады.
- Винкл қақпасы: ол негізінен электроника өнімдері үшін қолданылады, қақпағының астына материал ағып кетеді
Эжекция жүйесінің түрлері
- Пинді шығару - цилиндрлік түйреуіштер дайын компонентті шығарады. Төрт бұрышты және тікбұрышты компоненттер жағдайында кем дегенде төрт түйреуіш қажет (төрт бұрышта). Цилиндрлік компоненттер жағдайында бірдей қашықтықта үш түйреуіш қажет (яғни 120 ° аралықта). Қажетті түйреуіштер саны компоненттің профиліне, шығару мөлшері мен аумағына байланысты өзгеруі мүмкін. Бұл шығару жүйесі дайын компонентте көрінетін шығару белгілерін қалдырады.
- Жеңді шығару - бұл шығару түрі цилиндрлік өзектер үшін қолайлы (және олармен шектеледі), онда ядро төменгі тақтаға бекітілген. Бұл жүйеде шығару қондырғысы өзектің үстінен сырғып өтетін және компонентті шығаратын жеңден тұрады. Компонентте көрінетін шығару белгілері көрінбейді.
- Стриппер тақтасының лақтырылуы - бұл шығару үлкен аудандары бар компоненттер үшін қолайлы. Бұл жүйе өзек пен қуыс тақталары арасында қосымша тақтайшаны (стриптизер) шақырады. Жарқылдың пайда болуын болдырмау үшін стриптизер плитасы қуыс пластинасымен байланыста қалады және қуыс пен өзек тақтасының арасында саңылау сақталады. Көрінетін шығару белгілері әдетте компоненттерде белгіленбейді.
- Пышақ шығару - бұл шығару түрі жіңішке, тікбұрышты көлденең қималар үшін қолайлы. Тіктөртбұрышты пышақтар цилиндрлік түйреуіштерге енгізіледі (немесе цилиндрлік түйреуіштер тікбұрышты көлденең қималарға өңделеді) компонент үшін тиісті шығару ұзындығын жасау үшін. Эжекция істікшесінің басын орналастыру үшін эжекция плиталарында қарсы тесік қарастырылған.
- Өзектің айналуы арқылы (ішкі бұрандалы компоненттер) - бұрандалы компоненттер үшін қолданылады, мұнда компонент өзек кірістіру арқылы автоматты түрде шығарылады.
- Ауа шығару - сығылған ауаны қолдана отырып, өзекке орнатылған шығару штырын іске қосу үшін қолданылады. Шығару штифті серіппенің көмегімен тартылады.
Туралау
Инъекциялық қалыптар компонентті шығару үшін екі жарты, өзектің жартысы және қуыстың жартысы ретінде жасалған. Әр цикл үшін өзек пен қуыс сапаны қамтамасыз ету үшін тураланған. Бұл туралау бағыттаушы тірек пен бағыттаушы бұта арқылы қамтамасыз етілген. Әдетте плиталарды бір конфигурацияға мәжбүрлеу үшін төрт бағыттаушы тіреуіштер мен бағыттаушы бұталар қолданылады, олардың ішінен үш тірек бір диаметрлі, ал біреуі басқа диаметрлі болады.ЖОҚ «[қате дәлелі] тұжырымдамасы). Регистр сақинасының үстіңгі тақтайшаға кедергісі бар және инъекциялық қалыптау машинасының үлгісіне беріліс қорабының сыйымдылығы, машинаның үлгісі мен үстіңгі тақтайшаны туралайды.
Зеңді салқындату
Қалыпты салқындату дизайнының атрибуттарына мыналар жатады:
- Біркелкі сапа үшін қалыптың тұрақты температурасы
- Өнімділік үшін циклдың қысқартылған уақыты
- Жақсартылған беткі қабат ақауларсыз
- Қалыптың біркелкі температурасы бойынша пішіннің пайда болуын болдырмау (біркелкі емес салқындатудың әсерінен)
- Зеңнің ұзақ өмірі
Әдістер
- Қуыс тақтасын бұрғыланған саңылаулармен салқындату - қуыс плитасы қуыс кірістірмесінің айналасында бұрғыланады және саңылаулардың ұштарында мыс немесе алюминий конустық тығындармен бекітіледі. Кіріс және шығыс порттарына жалғанған құбырды қолданып, су қалыпты салқындату үшін айналады.
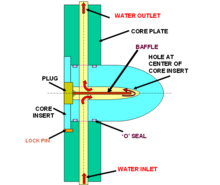
- Өзек кірістіруді тікелей салқындату (қоршау жүйесі) - өзек қабырғалардың жеткілікті қалыңдығын сақтау арқылы бұрғыланады. Бұрғылау саңылауының арасында саңылауды екі жартыға бөліп, судың өзектегі максималды аймаққа тиюіне мүмкіндік беретін тақтайша орналасқан, сондықтан салқындату орын алуы мүмкін.
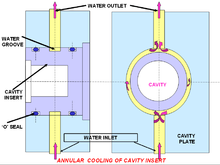
- Қуыс кірістіруін сақиналы салқындату - судың айналуы үшін өзегінде дөңгелек ойық жасалынған. Ағып кетудің алдын алу үшін Сақиналар салқындату арнасының үстінде және астында қолданылады.
- Өзегі қозғалатын жағы және қуысы .eg-ге бекітілген жағы
Салқындату өнім сапасына әсер етуі мүмкін
Сондай-ақ қараңыз
Әдебиеттер тізімі
- Инъекциялық қалыптың дизайны R.G.W. Pye Godwin Books; 3-ші қайта қаралған басылым (1983 ж. 1 ақпан)